
轴承磨床自动定位装夹系统设计
无需注册登录,支付后按照提示操作即可获取该资料.
轴承磨床自动定位装夹系统设计(含任务书,方案论证报告,外文翻译,毕业论文11000字,CAD图纸8张)
1.2 全自动轴承内圈内圆磨床的加工对象、范围及要求
1.2.1 机床的加工对象
该磨床主要用于大批量生产中高级精度的深沟球轴承内径的磨削。主要用于磨削轴承套圈内径,也适合磨削其他环形零件的内径,最适合大批量全自动化生产。
1.2.2 机床的加工范围
该磨床所加工轴承套圈的规格为:
磨孔直径: φ10-30毫米
最大磨削深度: 30毫米
最大工件外径: φ52毫米
加工余量: 0.2-0.35毫米
加工宽度: 9-30毫米
加工质量: 高于轴承国家标准对于P0级精度的轴承要求
1.2.3 工件的加工精度
作为精密的机械元件,滚动轴承工作性能能直接影响逐级的工作性能,甚至于装在主机关键部件的轴承的工作能力,几乎决定了该逐级的工作性能,除高精密轴承外,象耐高温、耐低温、防锈、防震、高速、高真空、和耐腐蚀等具有特殊性能要求的轴承的质量指标也是十分严格的。
一般来说,滚动轴承应具有高的寿命,低的噪音,小的旋转力矩和高的可靠性,这些基本性能要达到这些要求,就必须在机械加工工艺上首先确保轴承零件套圈的以下指标:
旋转精度:要求轴承的套圈的几何形状精度和位置精度不超过几微米。
尺寸精度:要求套圈的尺寸精度在几微米之内。
粗糙度:安装表面粗糙度Ra值不大于0.63μm-0.32μm,
尺寸稳定度:在长期存放和工作时没有明显的尺寸和形状变化。
质量指标:尺寸公差7微米:圆度3微米:粗糙度0.04μm

目次
前言 1
1 全自动轴承内圈内圆磨床概述 2
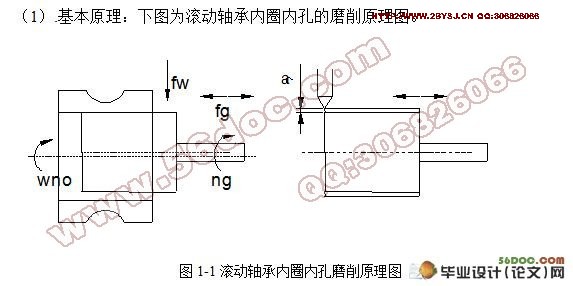
1.1 磨削的基本原理 2
1.2 全自动轴承内圈内圆磨床的加工对象、范围及要求 3
2 自动轴承内圈内圆磨床总体设计与布局 5
2.1 机床的主要运动及参数分析 5
2.2 影响机床加工精度和效率的工艺因素 6
2.3 机床主要部件结构方案评价 6
2.4 机床的工作循环过程 9
3. 轴承内圈内圆夹具设计 10
3.1 自动定位夹具设计目的 10
3.2 工件的定位夹紧方式 10
3.3 电磁无心夹具的设计 11
3.4 无心夹具的定位误差 15
3.5 电磁无心夹具各部件设计图及参数的确定 16
4. 检测装置的设计 18
4.1检测装置的设计目的和意义 18
4.2检测装置设计 18
5 磨床各部件及其参数的确定 20
5.1.导轨 20
5.2.往复移动速度 20
5.3.磨架电动机功率 20
设 计 总 结 21
致 谢 23
参考文献 24