
泵体加工工艺及夹具设计(含CAD零件图夹具图,工序卡,工艺卡)
无需注册登录,支付后按照提示操作即可获取该资料.
泵体加工工艺及夹具设计(含CAD零件图夹具图,工序卡,工艺卡)(任务书,论文说明书14000字,外文翻译,CAD图6张,工序卡,工艺卡)
在制定工艺过程中,要确定各工序的安装工位和该工序需要的工步,加工该工序的机车及机床的进给量,切削深度,主轴转速和切削速度,该工序的夹具,刀具及量具,还有走刀次数和走刀长度,最后计算该工序的基本时间,辅助时间和工作地服务时间。
本次设计的主要内容是泵体加工工艺规程及 孔镗孔夹具和 孔的钻孔夹具的设计。首先对泵体的零件进行分析,通过对泵体进行的研究和分析,描述了泵体零件的加工工艺的制定,各工序的加工工艺的分析以及切削用量和工时的计算等相关内容。为了提高劳动生产率,降低劳动强度,保证加工质量,与指导老协商后,觉得用夹具比较合适。
2零件的分析
2.1零件的作用
作为铸件的一种,泵体有很多种类型,不同的泵体的作用不尽相同,在这里,我们对不同的泵体选取其中的几种,加以举例说明。
泵体由吸水室和压水室两大部分组成。在吸水室的进口和压水室的出口分别是水泵进口法兰和出口法兰,用以连接进水管和出水管。吸水室一般是一段逐渐收缩的锥形短管或等径直管,其作用是将水流引入叶轮,并向叶轮提供所需要的流态。压水室的作用是收集叶轮流出的液体,并将液流引向出口。压水室的外形很像蜗牛壳,俗称蜗壳,叶轮就包在蜗壳里。
泵体的顶部设有排气孔(灌水孔),用以抽真空或灌水。在壳体的底部设有一放水孔,平时用方头螺栓塞住,停机后用来放空泵体内积水,防止泵内零件锈蚀和冬季结冰冻坏泵体。泵体由铸铁或铸钢等材料制造,其内表面要求光滑,以减小水力损失
齿轮泵的工作原理是:依靠泵缸与啮合齿轮间所形成的工作容积变化和移动来输送液体和使之增压的回转泵外啮合双齿轮的结构。一对相互啮合的齿轮和泵缸把吸入腔和排出腔隔开。齿轮转动时,吸入腔侧轮齿相互脱开处的齿间容积逐渐增大,压力降低,液体在压差作用下进入齿间,随着齿轮的转动,一个个齿间的液体被带至排出腔,齿轮泵就是两个尺寸相同的齿轮在一个紧密配合的壳体内相互啮合旋转,齿轮的外径及两侧与壳体紧密配合。来自于挤出机的物料在吸入口进入两个齿轮中间,并充满这一空间,随着齿ud旋转沿壳体运动,最后在两齿啮合时排出。
2.2.零件的工艺分析
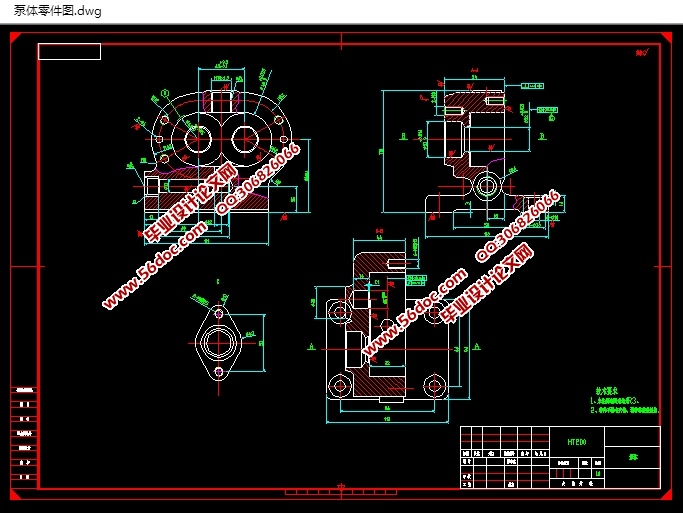
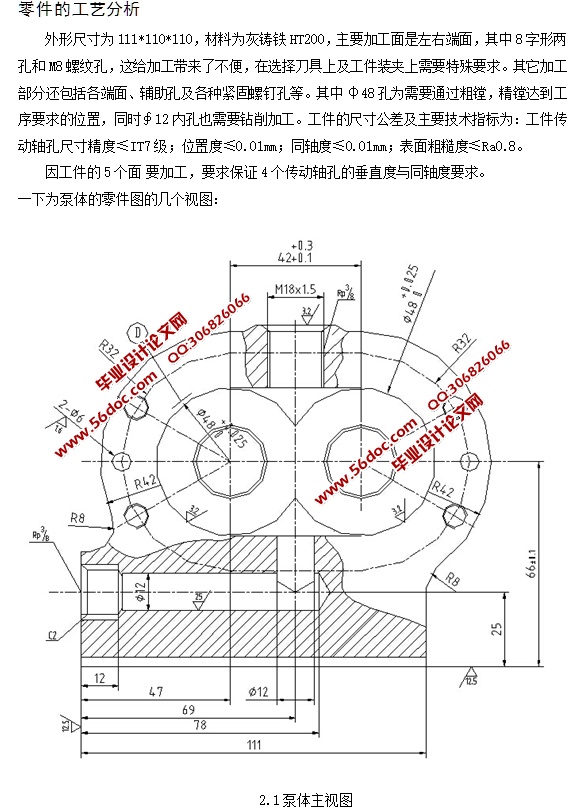
外形尺寸为111*110*110,材料为灰铸铁HT200,主要加工面是左右端面,其中8字形两孔和M8螺纹孔,这给加工带来了不便,在选择刀具上及工件装夹上需要特殊要求。其它加工部分还包括各端面、辅助孔及各种紧固螺钉孔等。其中φ48孔为需要通过粗镗,精镗达到工序要求的位置,同时∮12内孔也需要钻削加工。工件的尺寸公差及主要技术指标为:工件传动轴孔尺寸精度≤IT7级;位置度≤0.01mm;同轴度≤0.01mm;表面粗糙度≤Ra0.8。
因工件的5个面 要加工,要求保证4个传动轴孔的垂直度与同轴度要求。
目录
摘 要 I
Abstract IV
1 绪 论 1
2 零件的分析 1
2.1 零件的作用 2
2.2 零件的工艺分析 5
3 毛坯的确定以及毛坯图和零件图的绘出 8
3.1 分析毛坯的制作以及其组成 10
3.2 加工余量和工序、毛坯尺寸的确定 16
4 泵体的工艺规程的设计 19
4.1 定位基准的选择 22
4.2 制订工艺路线 24
4.3 选择加工设备及刀具、夹具、量具 26
4.4 加工工序设计 27
5 设计泵体镗孔夹具 28
5.1 定位基准的选择 29
5.2 分析误差 32
5.3 夹具的夹紧力和切削力的计算 33
5.4 镗套与衬套的设计 35
5.5 夹紧元件及动力装置确定 36
5.6 夹具设计及操作的简要说明 38
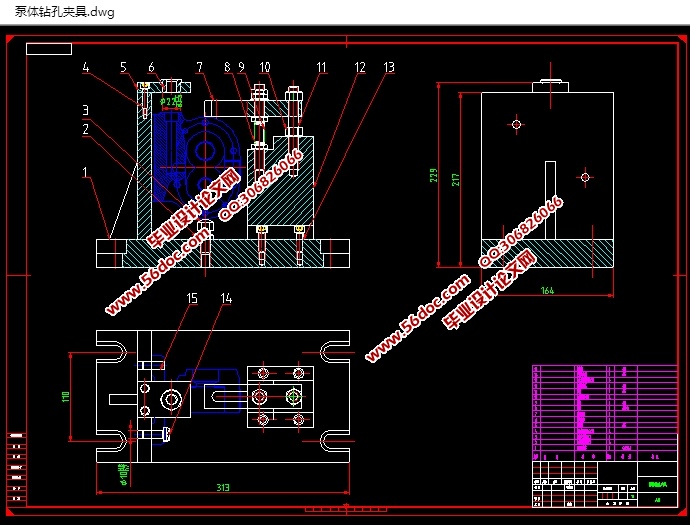
6 设计泵体钻孔夹具 38
结轮 40
致 谢 41
参考文献 42